摘 要: 对高频焊接与激光焊接翅片管的传热性能进行对比试验, 得到了两个试件在不同管外空气流速下的传热
数据, 运用直接分离法将管外空气侧对流换热系数从总的传热系数中分离 , 获取管外空气侧换热系数, 再通过拟合
方法获得管外空气侧换热关联式 。 研究表明 : 激光焊接翅片管的传热性能优于高频焊接翅片管, 当空气流速为 3
m /s 时, 激光焊接翅片管的管外空气换热系数比同翅片尺寸的高频焊接翅片管的管外换热系数约高 9% 。
关 键 词: 高频焊接; 激光焊接; 翅片管; 传热性能
中图分类号: TK83 文献标识码: A DOI: 10. 16146 /j. cnki. rndlgc. 2018. 02. 015
Contrast Experiment of the Performance of a High Frequency Welded and Laser Welded Finned Tube
HOU Qing-ya, OUYANG Xin-ping
( College of Energy and Power Engineering, Shanghai University of Science and Technology, Shanghai, China, Post Code: 200093)
Abstract: A contrast experiment of the heat transfer performance of a high frequency and laser welded
finned tube was conducted to obtain the heat transfer data of two test pieces at various air flow speeds outside a tube. The direct separation method was used to separate the convective heat exchange coefficient at
the air side outside the tube from the total heat transfer coefficient to obtain the heat exchange coefficient
at the air side outside the tube. Then, the fitting method was employed to obtain the correlation formula for
calculating the amount of heat exchanged at the air side outside the tube. It has been found that the heat
transfer performance of the laser welded finned tube is superior to that of the high frequency welded finned
tube. When the air flow speed is 3 m /s, the heat exchange coefficient of the air outside the laser welded
finned tube will be about 9% higher than that of the high frequency welded finned tube in the same size.
Key words: high frequency welded finned tube, laser welded finned tube, heat transfer performance
引 言
高频焊接翅片管是在上个世纪五十年代初研发的一种高效节材焊接方法的基础上, 逐步发展而来的一种新型焊接翅片管[1 ~ 2] 。 高频焊接翅片管是利用高频电流的热电效应与集肤效应, 以高频电流作为焊接热源, 局部加热钢带和钢管的接触面及待焊区, 从而使接触面达到塑性可焊状态 。 同时, 在翅片的外侧施加顶锻力把接触处的局部溶化物 、 金属氧化物以及多余的塑态金属挤出来, 使翅片与无缝钢管之间达到固态原子 之间的结合, 实现塑性
焊接 。激光焊接翅片管采用激光焊接技术 。 激光焊接技术是将高强度的激光束辐射到金属的表面, 然后通过金属和激光的相互作用 , 金属吸收激光并转化为热能, 使金属熔化之后冷却形成结晶的焊接技术 。应用高频焊接和激光焊接技术得到的翅片管在几何结构上基本相同, 但是激光焊接技术的应用使激光焊接翅片管的翅片间距更小 。 对于高频焊接翅片管, 由于制造工艺等方面的限制, 此种翅片管的翅片间距比较大, 翅化比较低, 也就是说, 相同的基管面积产生的换热效果比较有限 。 激光焊接翅片管的生产精度 、 生产自动化程度和翅化比都较高, 且外形美观, 但相对于高频焊接翅片管, 其生产成本较高 。高频焊接翅片管和激光焊接翅片管都具有翅片和基管间接触热阻小 、传热性能好的优点 。 本研究对高频焊接翅片管与激光焊接翅片管的传热性能进行对比试验, 从得到的总的传热系数中分离出管外换热系数, 并拟合得到管外换热关联式, 分析比较高频焊接翅片管与激光焊接翅片管的管外换热特性, 得出比较结论 。
1 试验系统及数据处理方法
1 . 1 试验系统
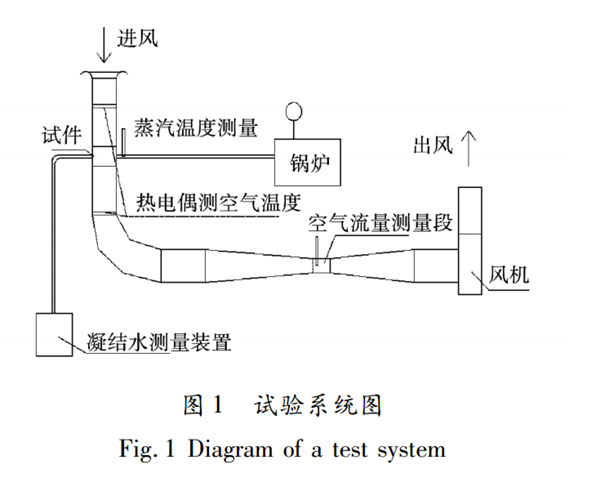
在风洞试验台上进行单管试验, 试验装置如图1 所示 。 被测试件的管外吸热介质为环境温度下的空气, 空气横掠翅片管流动, 管内放热介质为 0. 16MPa 的饱和水蒸气, 水蒸气的进口 ( 冷凝) 温度由热电阻温度计测量, 凝结水流量由容积法测量 。 在管外空气侧, 空气的进出口温度由热电偶堆测量, 空气流量是通过变频风机调节, 并由皮托管测量得到 。试验保持蒸汽凝结压力和凝结温度基本不变(0. 16MPa 蒸汽对应饱和凝结温度为 113 ℃ ) , 通过改变空气的流量, 获得一系列工况下的试验数据 。
1 . 2 翅片管几何结构
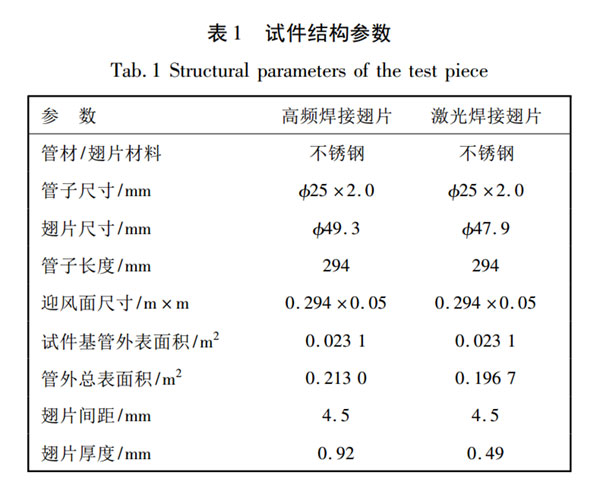
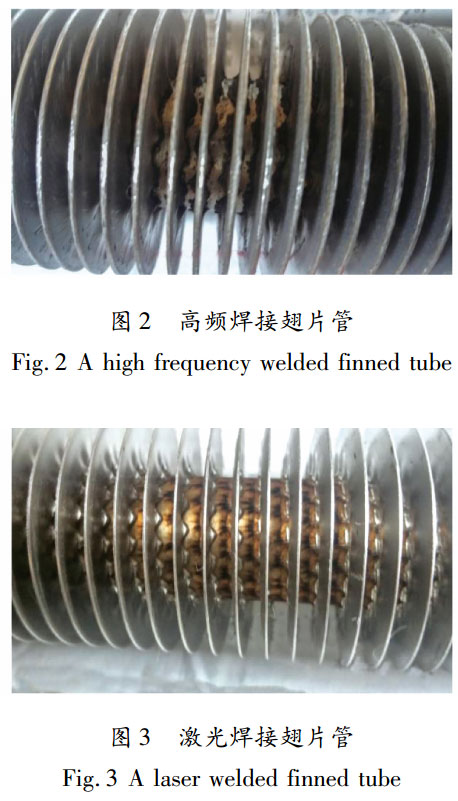
高频焊接翅片管和激光焊接翅片管实物如图 2和图 3 所示, 结构参数如表 1 所示 。 两个试件除了在翅片厚度和翅片高度有所区别, 其它几何结构都是相同的 。
1 . 3 数据处理方法
1 . 3 . 1 换热量
为试验数据的可靠性, 对每个工况的试验数据都要进行热平衡校验, 如果 | η | < 5% , 认为试验数据可靠,如果 | η | ≥ 5% 则认为试验数据不可靠, 需重新进行测试 。水蒸气的放热量 Q1 和空气的吸热量 Q2 可分别表示为:
Q1 = G1 · r (1 )
Q2 = G2cp2( T2″ - T2' ) (2)
式中 : G1 、 G2—水蒸气、 空气的质量流量, kg /s; cp2—空气 的 比 热, kJ /( kg · ℃ ) ; T 2″ —空 气 的 出 口 温度, ℃ ; T2' —空气的进口温度, ℃ 。 热平衡 η 计算式:
η =| Q1 - Q2 |Q2 × 100% (3 )
1 . 3 . 2 传热系数
传热系数 K 的计算式为:K = Q /A Δtm (4)
式中 : Q—换热量, 取 Q = Q2, W; A—传热面积( 取含翅片的管外总表面积 A0' ) , m2; Δtm—平均温差, ℃ 。
1 . 3 . 3 管内平均换热系数
以总外表面积 A0' ( 带翅片) 为传热面积, 总热阻
与基管内外传热各分热阻的关系为:1K=1hoηo+ Rw + R f + 1hi+A 'oAi
(5)式中 : h i—管内换热系数, W /( m2 · K) ; h o—管外换热系数, W /( m2 · K) ; A i—管内表面积, m2; A 'o—管外总表面积 ( 带翅片 ) , m2; R w—管壁热阻,( m2 ·K) /W; R f—污垢热阻,( m2 · K) /W; ηo—肋面总效率, ηo 是与 h o 相关联的一个量[3] 。由于管内水蒸气冷凝热阻远小于管外热阻, 可将管内冷凝换热系数通过经典的计算关联式计算,通过式
(5) 采用直接分离法将管外空气侧对流换热系数从总的传热系数中分离, 获取管外空气侧换热系数 h o[4] 。 式(5 ) 中 , 壁面热阻 R w 可以计算, 试验管件是全新的测试管, 污垢热阻 R f 近似为 0, 所以只需通过经典计算关联式计算出管内换热系数 h i,即可求得管外换热系数 h o。
1 . 3 . 4 管壁面温度
可以通过迭代法计算管壁面温度 tw:(1 ) 先假设一个内壁温度 twi, 根据式( 7 ) 求得管内冷凝换热系数 h i;
(2) 再根据式(6) 重新计算内壁温度 twi:hiA i( ts - twi) = Q (6)
式中 : ts—管内冷凝温度, ℃ ;
1 . 3 . 5 管内冷凝换热系数
水平管内冷凝换热系数近似公式:
h = 0. 468A1 ×kfρf(ρf - ρv) λ (1 + 0. 68ζ) g[ ]μfri Δt (7)
其中 , 冷凝液热容量参数 ζ:
ζ =cf· Δtλ
(8)式中 : h—平均管内换热系数, W /( m2 · K) ; A1 —决定于冷凝液热容量参数 ζ 的修正系数, A1 的计算可参照文献[5] 的相关公式及图表; ri—管内半径, m;kf—界膜的导热系数, W /( m · K) ; ρv—蒸 汽 的 密度, kg /m3 ; λ—蒸 发 潜 热, J /kg; g—重 力 加 速 度,m /s2; μf—界 膜 的 粘 度, Pa /s; cf—液 膜 比 热,W /( kg· K) ; Δt—蒸汽本身的饱和温度 Tb 和管壁温度 tw 的差, ℃ ; k f、 μf、 ρf—界膜温度 tf 下的物性值。其中 ,
tf =12( Tb + tw) (9)
式中 : Tb—蒸 汽 本 身 的 温 度, ℃ ; tw —管 内 壁 的温度, ℃ 。
1 . 3 . 6 管外空气换热关联式
空气横掠圆管的平均表面传热系数可以用准则关系式来表示[6] :
Nu = C Ren Pr13(10)
其中 ,Nu =holλ
(11 )Re = Vlv
(12)式中 : l —试件的特征尺寸, 取基管外径, m; λ —管外空气的导热系数, W /( m· K) ; V—空气的迎面流速, m /s; ν —运动粘度, m2 /s。
1 . 4 试验误差分析
系统的传热系数测试误差设计值为 ± 5% 。 根据误差传递理论, 计算传热系数、 管外空气侧的对流换热的误差。试验中选用了一些精度较高的测试元件 。 温度测量用 PT100 一级热电阻, 精度为 ± 0. 15 ℃ ; 压力测量用 YB - 250B 压力传感器, 精度为满量程的0. 25% ; 流量通过用倾斜式微压计测皮托管压差得到, 小读数分辨率为 3 Pa 。 对每个工况的试验数据进行热平衡的校验, 均满足热平衡要求 ( | η | <5% ) 。 由误差传递理论的基本式推导出 : 传热系数的相对误差等于计算式中各参变量误差的平方和的平方根 。 温度测量元件的测量误差是 0. 5% , 根据式 ( 4 ) 推 算 出 对 数 平 均 温 差 Δt 的 相 对 误 差 为0. 99% ; 根据上述计算结果得到传热系数 K 的相对误差为 2. 7% 。 偶然误差则由热平衡误差来控制,用来总的传热系数测试误差在 ± 5% 以内 。 2 实验结果分析与讨论
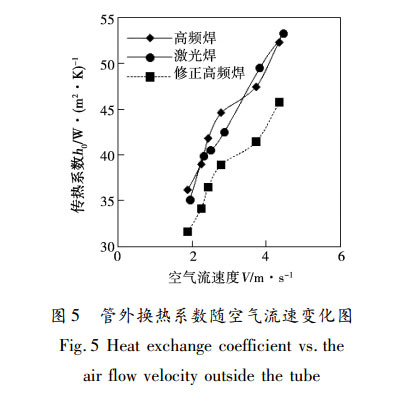
以管外总表面积 A 'o 作为传热面积, 试验的传热系数 K 随管外空气速度 V 的变化曲线如图 4 所示,以试验的传热数分离出的管外换热系数 ho 随管外空气速度 V 的变化曲线如图 5 所示 。
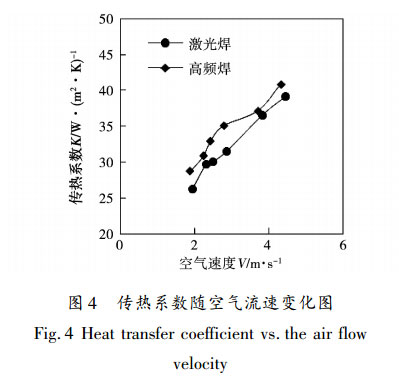
从图 4 可以看出 , 高频焊接翅片管传热系数 K略高于激光焊接翅片管 。
从图 5 可以看出 , 激光焊接翅片管的管外换热系数 ho 与高频焊接翅片管的管外换热系数 ho 相差很小, 高频焊略高 。以上数据表明高频焊的传热效果稍好, 但是由于两个试件的翅片高度 、 翅片厚度有所不同, 为了更客观地比较高频焊接翅片管与激光焊接翅片管传热性能, 应将两者翅片尺寸统一后进行比较 。 本文将高频焊接翅片管的翅片尺寸折算到激光焊接翅片管的翅片尺寸, 得到折算后的管外换热系数 ho 。
根据文献[7] 提出的式(13 ) 可知, 管外换热系数与翅片的高度 、 厚度和间距有关 。h = 0. 287 λdoRe0. 7Pr1 /3 ( )BP 0. 25 ( )HP -0. 37 (13 )
式中 : P —翅片之间的间距, m; B —翅片的厚度, m;H—翅片的高度, m; do —管外径, m; λ—导热率, W /( m· K) 。将式(13 ) 中的后两项分别代入高频焊和激光焊的翅片尺寸进行计 算比较, 高频焊是激光焊的1 . 14倍, 高频焊占优, 这主要在于高频焊翅片厚很多, 使得翅片肋效率更高。 显然, 将高频焊的翅片尺寸折算到激光焊的翅片尺寸, 高频焊的管外换热系数将下降。
将高频焊的管外换热系数除以 1 . 14 进行折算后, 高频焊接翅片管的管外换热系数 ho 随管外空气速度 V 的变化曲线如图 5 中虚线所示。 这表明激光焊接翅片管的管外换热系数高于高频焊接翅片管。当空气迎面流速为 3 m /s 时, 激光焊接翅片管的管外空气换热系数比折算后的高频焊接翅片管的管外换热系数约高 9% 。为便于两种翅片管的设计计算, 将图 5 中的实验点进行拟合, 获得管外空气侧换热准则关系式:
高频焊接翅片管:
Nu = 0. 294Re0. 42Pr 13 (14)
激光焊接翅片管:
Nu = 0. 232Re0. 48 Pr 13 (15)
事实上, 对于十几毫米的翅片高度, 高频焊的翅片过厚, 其消耗的翅片材料几乎是激光焊的 2 倍, 与多消耗的材料相比, 翅片肋效率的有限增加是不合算的, 但要减少翅厚将受制于高频焊工艺 。 激光焊接翅片管翅片厚度合适, 相比高频焊可减少翅片材料 。 实际应用上, 较薄翅片的激光焊管要取代较厚翅片的高频焊管不必要增加翅片厚度, 只要稍微减小一点翅片间距以增加一些传热面积, 即可达到或超过高频焊管的换热性能 。
3 结 论
(1 ) 激光焊接翅片管的传热性能优于高频焊接翅片管 。 当空气迎面流速为 3 m /s 时, 激光焊接翅片管的管外空气换热系数比同翅片尺寸的高频焊接翅片管的管外换热系数约高 9% 。 通过拟合方法获得两个试件的管外空气侧换热关联式 。
(2) 受制于加工工艺, 高频焊的翅片过厚, 其消耗的翅片材料几乎是激光焊的 2 倍 。 激光焊接翅片
管翅片厚度合适, 相比高频焊可减少翅片材料 。
参考文献:
[1] Wang C C , et al. [J] . International Journal of Heat and MassTransfer , 1998, 42( 1 ) : 1945 - 1956.
[2] 李国兰. 对高频焊接翅片管的 分析[J] . 焊接技术, 2004, 33(1 ) : 37 - 39.
LI Guo-lan. Analysis of a high frequency welded finned tube[J] .Welding Technology, 2004, 33 (1 ) : 37 - 39.
[3] 史美中 , 王中铮. 热交换器原理与设计[M] . 南京: 东南大学出版社, 1989.SHI Mei-zhong, WANG Zhong-zheng. Principles and design of heatexchangers[M] . Nanjing: Southeast University Press, 1989.
[4] 张贤安. 双金属轧片式翅片管管外对流换热准则关系式研究[J] . 流体机械, 2004, 32(7) : 19 - 22.ZHANG Xian-an. Study of the convective heat exchange criterioncorrelation formula for calculating double - metal rolled plate typefinned tubes[J] . Fluid Machinery, 2004, 32(7) : 19 - 22.
[5] E GIANOLIO, F CUTI. Heat transfer coefficients and pressure
drops for air coolers with different numbers of rows under induced
and forced draft[J] . Heat Transfer Engineering, 1981 , 3 ( 1 ) : 38- 48
| 






